(Click to enlarge)
(Click to enlarge)
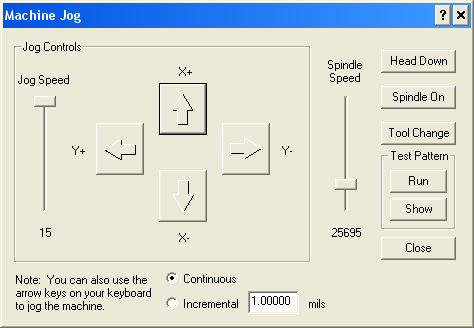
Once the spindle speed has stabilized, click the Head Down button, wait until the drill has completed its downward stroke, and click the Head Up button. Click the Spindle Off button, wait for it to stop, and click Close.
(Click to enlarge)